




 päällystetty grafiittirengas")






QR koodi

Tietoja meistä
Tuotteet
Ota meihin yhteyttä


Faksi
+86-579-87223657

Sähköposti

Osoite
Wangda Road, Ziyang Street, Wuyi County, Jinhua City, Zhejiangin maakunta, Kiina


Piharbidi on yksi ihanteellisista materiaaleista korkean jännite-, korkean taajuuden, suuritehoisten ja korkeajännitteiden laitteiden valmistukseen. Tuotannon tehokkuuden parantamiseksi ja kustannusten vähentämiseksi suurikokoisten piilarbidisubstraattien valmistelu on tärkeä kehityssuunta. Pyrkimys prosessivaatimuksiin8 tuuman piikarbidi (sic) yksikiteinen kasvu, Piilarbidifysikaalisen höyryn kuljetusmenetelmän (PVT) kasvumekanismi analysoitiin, lämmitysjärjestelmä (TAC -opasrengas, TAC -päällystetty upokas,TAC -päällystetty renkaat, TAC-päällystetty levy, TAC-päällystetty kolmipektion rengas, TAC-päällystetty kolmipekta-upokas, TAC-päällystetty pidike, huokoinen grafiitti, pehmeä huopa, jäykkä huopa-päällystetty kidekasvuherkkailija ja muutSic yksi kidekasvuprosessin varaosatVeK-puolijohde) saadaan silikonikarbidin upokkaan kierto- ja prosessiparametrien hallintatekniikka. Yksittäisen kiteen kasvuuuni tutkittiin, ja 8 tuuman kiteet valmistettiin onnistuneesti ja kasvatettiin lämpökentän simulointianalyysin ja prosessikokeiden avulla.
Esittely
Piharbidi (SiC) on tyypillinen edustaja kolmannen sukupolven puolijohdemateriaaleissa. Sillä on suorituskykyetuja, kuten suurempi kaistanleveys, korkeampi hajoamiskenttä ja korkeampi lämmönjohtavuus. Se toimii hyvin korkean lämpötilan, korkean paineen ja korkean taajuuden kentällä, ja siitä on tullut yksi puolijohdemateriaaliteknologian alan tärkeimmistä kehityssuunnista. Tällä hetkellä piikarbidikiteiden teollisuuskasvu käyttää pääasiassa fyysistä höyrynkuljetusta (PVT), joka sisältää monifaasin, monikomponenttisen, monikerroksen ja massan siirron ja magneto-sähköisen lämmön virtauksen vuorovaikutuksen monimutkaisen monifyysisen kenttäkytkentäongelmat. Siksi PVT -kasvujärjestelmän suunnittelu on vaikeaa, ja prosessiparametrien mittaus ja hallintakidekasvuprosession vaikeaa, mikä johtaa vaikeuksiin kasvatettujen piilarbidikiteiden ja pienen kidekokojen laatuvaurioiden hallitsemisessa siten, että piikarbidilla olevien laitteiden kustannukset substraatin, kun substraatti pysyy korkealla.
Piiharbidin valmistuslaitteet ovat piidarbiditekniikan ja teollisen kehityksen perusta. Piharbidi-yksiteisen kasvun uunin tekninen taso, prosessikyky ja riippumaton takuu ovat avain piiharbidimateriaalien kehitykseen suuren koon ja korkean saannon suuntaan, ja ne ovat myös tärkeimmät tekijät, jotka johtavat kolmannen sukupolven puolijohdeteollisuuteen kehittymään edullisten ja laajamittaisten suuntaan. Puolijohdelaitteissa, joissa on piikarbidi -yksittäinen kide substraattina, substraatin arvo on suurin osuus, noin 50%. Suurten korkealaatuisten piilarbidikiteiden kasvulaitteiden kehittämisellä, piidarbidi-yksi kidesubstraattien saannon ja kasvunopeuden parantaminen ja tuotantokustannusten vähentäminen on keskeistä merkitystä siihen liittyvien laitteiden soveltamiselle. Tuotantokapasiteetin tarjonnan lisäämiseksi ja piikarbidilaitteiden keskimääräisten kustannusten vähentämiseksi piilarbidisubstraattien koon laajentaminen on yksi tärkeistä tavoista. Tällä hetkellä kansainvälinen valtavirran pii -karbidisubstraatin koko on 6 tuumaa, ja se on etennyt nopeasti 8 tuumaan.
Tärkeimmät tekniikat, jotka on ratkaistava 8 tuuman piikarbidi-yhden kidekasvun uunien kehittämisessä, ovat: (1) suurikokoisen lämpökentän rakenteen suunnittelu pienemmän säteittäisen lämpötilan gradientin ja suuremman pitkittäislämpötilagradientin saamiseksi, joka sopii 8 tuuman piisidierbidikiteiden kasvuun. (2) Suuren upokkaan pyörimisen ja kelan nostaminen ja liikkeen alentaminen siten, että upokas pyörii kidekasvuprosessin aikana ja liikkuu suhteessa kelaan prosessien vaatimusten mukaisesti 8 tuuman kiteen konsistenssin varmistamiseksi ja kasvun ja paksuuden helpottamiseksi. (3) Prosessiparametrien automaattinen hallinta dynaamisissa olosuhteissa, jotka vastaavat korkealaatuisen yhden kidekasvuprosessin tarpeita.
1 PVT -kidekasvumekanismi
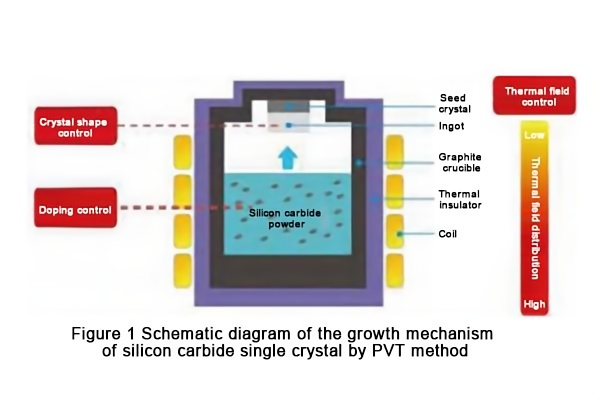
PVT -menetelmä on valmistaa piikarbidi -yksittäiset kiteet asettamalla SIC -lähde lieriömäisen tiheän grafiittipotkun pohjalle, ja sic -siemenkite on asetettu upokkaan kannen lähelle. Upokas lämmitetään arvoon 2 300 ~ 2 400 ℃ radiotaajuuden induktiolla tai vastustuskyvyllä, ja se eristetään grafiittisella huopalla taihuokoinen grafiitti. SIC -lähteestä kuljetetut pääaineet siemenkiteisiin ovat SI, SI2C -molekyylit ja SiC2. Siemenkiteellä olevaa lämpötilaa säädetään hiukan alhaisemmaksi kuin alemmassa mikro-veneetissä, ja upokkaassa muodostuu aksiaalilämpötilagradientti. Kuten kuviossa 1 esitetään, piikarbidi-mikro-saderi sublimoi korkeassa lämpötilassa muodostaakseen reaktiokaasuja eri kaasufaasikomponentteja, jotka saavuttavat siemenkiteen alhaisemmalla lämpötilalla lämpötilagradientin vetoa ja kiteytyvät sen muodostaen sylinterimäisen piin karbidiherkon.
PVT -kasvun tärkeimmät kemialliset reaktiot ovat:
Sic (s) ⇌ si (g)+c (s)
2SIC ⇌ ja2C (g)+c (s)
2SIC ⇌ sic2 (g)+si (l, g)
Sic (s) ⇌ sic (g)
SIC -yksittäisten kiteiden PVT -kasvun ominaisuudet ovat:
1) Kaasu-kiinteät rajapinnat on kaksi: yksi on kaasu- ja jauheen rajapinta ja toinen on kaasukridital-rajapinta.
2) kaasufaasi koostuu kahden tyyppisistä aineista: yksi on järjestelmään käyttöön otetut inertit molekyylit; Toinen on kaasufaasikomponentti simcn, joka on tuotettu hajoamisen ja sublimaation avullaSic -jauhe. Kaasufaasikomponentit Simcn ovat vuorovaikutuksessa keskenään, ja osa ns. Kiteisten kaasufaasikomponenttien simcn: tä, jotka täyttävät kiteytysprosessin vaatimukset, kasvavat sic-kideksi.
3) Kiinteässä piilikarbidijauheessa tapahtuu kiinteiden faasireaktioita, jotka eivät ole sublimoituneet, mukaan lukien jotkut hiukkaset, jotka muodostavat huokoisia keraamisia kappaleita sintrauksen kautta, jotkut hiukkaset, jotka muodostavat jyviä tietyllä hiukkaskokolla, ja kristallografiset morfologiat kiteytymisreaktioilla ja joissakin silikonikarbidihiukkasissa ja hiilihiukkasissa ja hiilihiilihiukkasissa ja hiilihiukkasissa ja hiilihiilihiukkasissa, jotka ovat stichiametri-hiukkaset ja hiilihiukkaset ja hiilihiukkaset, jotka ovat stichiametri-hiukkaset ja hiilihiilihiukkaset ja hiilipartikkelit ja hiilihiukkaset, jotka ovat sesto-kabidi-hiukkaset, jotka sublimointi.
4) Kidekasvuprosessin aikana tapahtuu kaksi vaihemuutosta: toinen on, että kiinteä piikarbidijauhehiukkaset transformoitu kaasufaasikomponentteiksi simcn: n ei-stoikiometrisen hajoamisen ja sublimaation kautta, ja toinen on, että kaasufaasikomponentit simcn transformoitiin hilapartikkeleiksi kiteytymisen kautta.
2 laitteiden suunnittelu
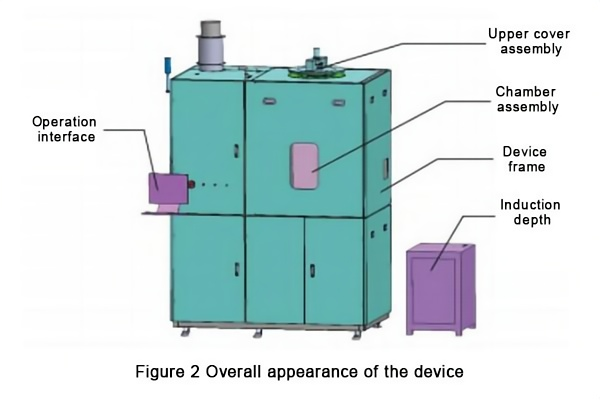
Kuten kuviossa 2 esitetään, piikarbidi yksikiteinen kasvuuuni sisältää pääasiassa: ylemmän kannen kokoonpanon, kammion kokoonpanon, lämmitysjärjestelmän, upokkaan kiertomekanismin, alemman kannen nostomekanismin ja sähköisen ohjausjärjestelmän.
2.1 Lämmitysjärjestelmä
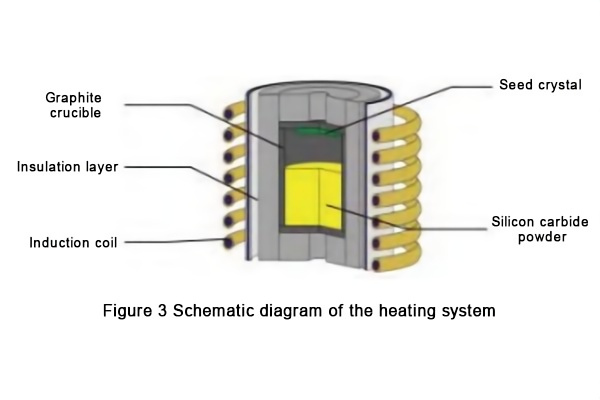
Kuten kuviossa 3 esitetään, lämmitysjärjestelmä hyväksyy induktiolämmityksen ja koostuu induktiokelasta, agrafiitti upokas, eristyskerros (jäykkä huopa, pehmeä huopa), jne. Kun keskitaajuus vuorotteleva virta kulkee grafiittipotilaan ulkopuolelta ympäröivän monen käännöksen induktiokelan läpi, grafiittipotkusta muodostuu saman taajuuden indusoitu magneettikenttä, joka tuottaa indusoidun elektromotiivivoiman. Koska korkean puhtaan grafiittimateriaalilla on hyvä johtavuus, upokas seinällä syntyy indusoitu virta muodostaen pyörrevirran. Lorentz -voiman vaikutuksesta indusoitu virta lähentyy lopulta upokkaan ulkoseinämään (ts. Ihonvaikutus) ja heikentyy vähitellen säteittäistä suuntaa pitkin. Eddyvirtojen olemassaolon vuoksi Joule Heat syntyy upokkaan ulkoseinämään, ja siitä tulee kasvujärjestelmän lämmityslähde. Joule -lämmön koko ja jakauma määrittävät suoraan upokkaan lämpötilakentän, mikä puolestaan vaikuttaa kiteen kasvuun.
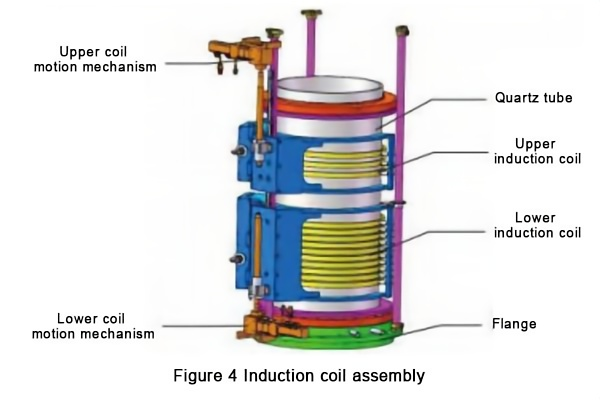
Kuten kuviossa 4 esitetään, induktiokela on avainosa lämmitysjärjestelmää. Se omaksuu kaksi joukkoa riippumattomia kelarakenteita ja on varustettu vastaavasti ylä- ja alemmalla tarkkuusliikekanismeilla. Suurin osa koko lämmitysjärjestelmän sähkölämpöhäviöstä on kela, ja pakotettu jäähdytys on suoritettava. Kela haavoitetaan kupariputkella ja jäähdytetään veden sisällä. Indusoidun virran taajuusalue on 8 ~ 12 kHz. Induktiolämmityksen taajuus määrittää sähkömagneettisen kentän tunkeutumissyvyyden grafiittisessa upokkaassa. Kelan liikekanismi käyttää moottorikäyttöistä ruuviparimekanismia. Induktiokela tekee yhteistyötä induktiovirtalähteen kanssa sisäisen grafiittipotilaan lämmittämiseksi jauheen sublimaation saavuttamiseksi. Samanaikaisesti kahden kelajoukon tehoa ja suhteellista sijaintia säädetään, jotta lämpötila on alhaisempi kuin alemmassa mikro-veneettimessä, muodostaen aksiaalilämpötilagradientin siemenkiteen ja upokkaan jauheen välillä ja muodostaen kohtuullisen säteittäisen lämpötilan gradientin piikarbidikiteessä.
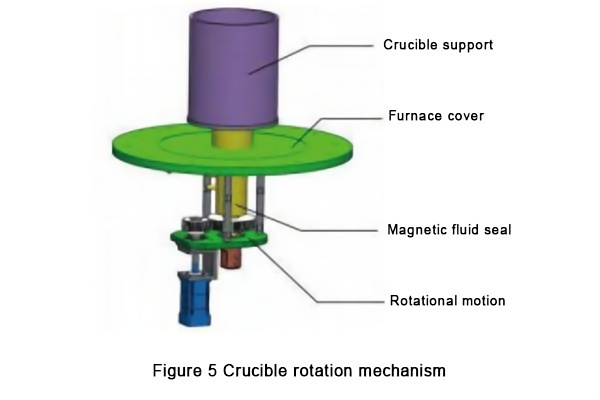
2.2 Upokas kiertomekanismi
Suuren kokoisen kasvun aikanapiikarbidi -yksi kiteet, ontelon tyhjiöympäristön upokas pyöriä prosessivaatimusten mukaisesti, ja gradientin lämpökenttä ja onkalon matalapainetila on pidettävä vakaana. Kuten kuviossa 5 esitetään, moottorivetoinen vaihdeparia käytetään upokkaan stabiilin kierroksen saavuttamiseen. Pyörivän akselin dynaamisen tiivistymisen saavuttamiseksi käytetään magneettisen nesteen tiivistysrakennetta. Magneettisen nesteen tiivisteessä käytetään pyörivää magneettikenttäpiiri, joka muodostuu magneetin, magneettisen navan kengän ja magneettiholkin väliin magneettisen nesteen adsorboimiseksi tiukasti navan kengän kärjen ja hihan väliin O-renkaan kaltaisen nesteen renkaan muodostamiseksi, estäen raon kokonaan tiivistymisen tarkoituksen saavuttamiseksi. Kun kiertoliike siirretään ilmakehästä tyhjiökammioon, nestemäistä O-renkaan dynaamista tiivistyslaitetta käytetään helpon kulumisen ja alhaisen käyttöiän haittojen voittamiseen kiinteässä tiivistyksessä, ja nestemäinen magneettinen neste voi täyttää koko tiivistetyn tilan, estäen siten kaikki kanavat, jotka voivat vuotaa ilmaa ja saavuttaa nolla vuotamisen kahdessa leikkausliike- ja pysähtymisessä. Magneettisen nesteen ja upokastuen tuella otetaan käyttöön vesijäähdytinrakenne magneettisen nesteen ja upokkaan tuen korkean lämpötilan sovellettavuuden varmistamiseksi ja lämpökenttätilan stabiilisuuden saavuttamiseksi.
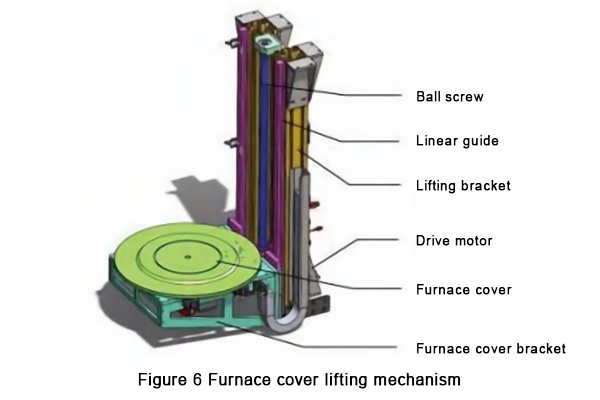
2,3 Alemman kannen nostomekanismi
Alemman kannen nostomekanismi koostuu käyttömoottorista, kuulusruuvista, lineaarisesta opasta, nostokiinnikkeestä, uunin kannen ja uunin kannen kiinnikkeen. Moottori ajaa uunin kannen kiinnikkeen, joka on kytketty ruuvi -opaspariin pelkistimen läpi, jotta alemman kannen ylös- ja alaspäin liittyvät liikkeen.
Alempi kannen nostomekanismi helpottaa suurten uppoutumisten sijoittamista ja poistamista ja mikä tärkeintä, varmistaa alemman uunin kannen tiivistymisluotettavuus. Koko prosessin aikana kammiossa on paineenvaihtovaiheet, kuten tyhjiö, korkea paine ja matala paine. Alemman kannen puristus- ja tiivistystila vaikuttaa suoraan prosessin luotettavuuteen. Kun tiiviste epäonnistuu korkeassa lämpötilassa, koko prosessi romutetaan. Moottorin servoohjauksen ja rajoituslaitteen kautta alemman kannen kokoonpanon ja kammion tiiviyttä ohjataan uunin kammion tiivistysrenkaan parhaan puristus- ja tiivistymisen saavuttamiseksi prosessipaineen stabiilisuuden varmistamiseksi, kuten kuvassa 6 esitetään.
2.4 Sähköohjausjärjestelmä
Piharbidikiteiden kasvun aikana sähköohjausjärjestelmän on ohjattava tarkasti erilaisia prosessiparametreja, mukaan lukien pääasiassa kelan asennon korkeus, upokkaan kiertonopeus, lämmitysteho ja lämpötila, erilainen erityinen kaasun saantivirta ja suhteellisen venttiilin avaaminen.
Kuten kuvassa 7 esitetään, ohjausjärjestelmä käyttää palvelimena ohjelmoitavaa ohjainta, joka on kytketty servo -ohjaimeen väylän läpi kelan ja upokkaan liikkeenohjauksen toteuttamiseksi; Se on kytketty lämpötilan ohjaimeen ja virtausohjaimeen tavanomaisen mobusrtu-alueen läpi lämpötilan, paineen ja erityisprosessin kaasun virtauksen reaaliaikaisen hallinnan toteuttamiseksi. Se määrittelee kommunikaation kokoonpano -ohjelmiston kanssa Ethernet -palvelun kautta, vaihtaa järjestelmätietoja reaaliajassa ja näyttää isäntätietokoneen erilaisia prosessiparametritietoja. Operaattorit, prosessin henkilökunta ja johtajat vaihtavat tietoja ohjausjärjestelmän kanssa ihmisen koneen rajapinnan kautta.
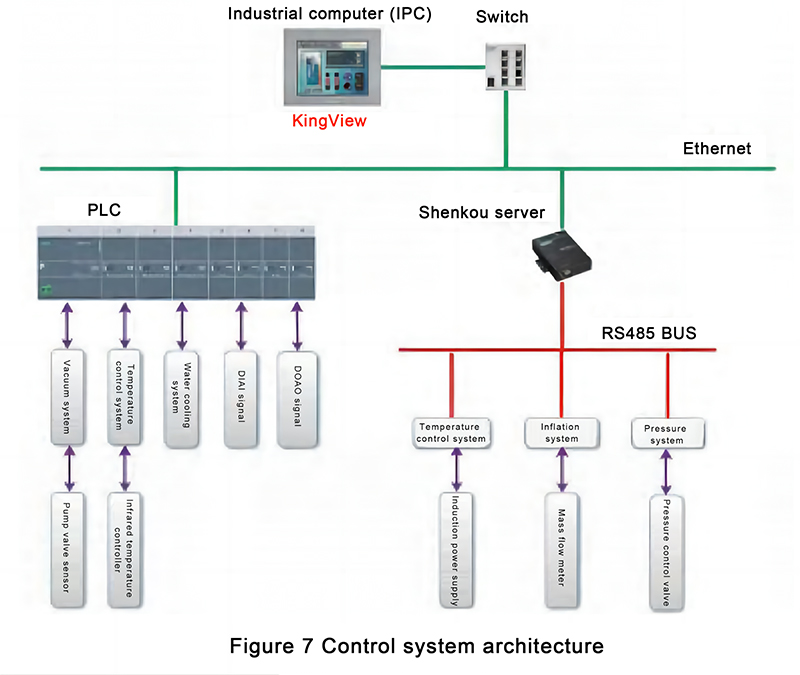
Ohjausjärjestelmä suorittaa kaikki kenttätiedonkeruun, kaikkien toimilaitteiden käyttötilan analysoinnin ja mekanismien välisen loogisen suhteen. Ohjelmoitava ohjain vastaanottaa isäntätietokoneen ohjeet ja täydentää järjestelmän kunkin toimilaitteen hallintaa. Automaattisen prosessivalikon suoritus- ja turvallisuusstrategia on kaikki ohjelmoitava ohjain. Ohjelmoitavan ohjaimen vakaus varmistaa prosessivalikon toiminnan vakauden ja turvallisuuden luotettavuuden.
Yläkokoonpano ylläpitää tiedonvaihtoa ohjelmoitavan ohjaimen kanssa reaaliajassa ja näyttää kenttätiedot. Se on varustettu käyttöliittymillä, kuten lämmitysohjaus, paineen ohjaus, kaasun piirin ohjaus ja moottorin ohjaus, ja eri parametrien asetusarvoja voidaan muokata rajapinnassa. Hälytysparametrien reaaliaikainen valvonta, näytön hälytyksen näytön tarjoaminen, hälytyksen tapahtumien ja palautumisen ajan ja yksityiskohtaisten tietojen tallentaminen. Kaikkien prosessitietojen, näytön käytön sisällön ja käyttöajan reaaliaikainen tallennus. Eri prosessiparametrien fuusion hallinta toteutetaan taustalla olevan koodin kautta ohjelmoitavan ohjaimen sisällä, ja enintään 100 prosessivaihetta voidaan toteuttaa. Jokainen vaihe sisältää yli tusinaa prosessiparametria, kuten prosessin toiminta -aika, tavoiteteho, kohdepaine, argonivirta, typpivirta, vetyvirta, upokas sijainti ja upokasnopeus.
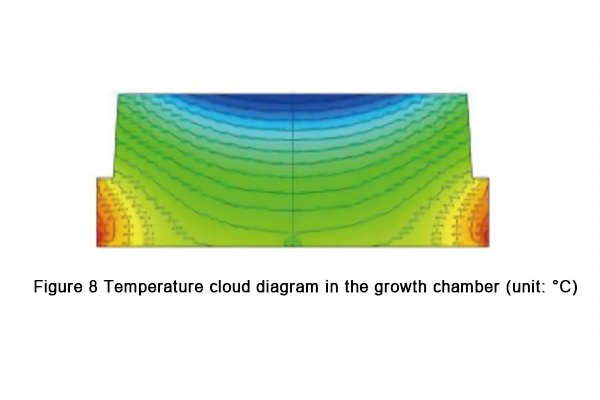
3 Lämpökentän simulaatioanalyysi
Lämpökentän simulointianalyysimalli määritetään. Kuvio 8 on lämpötilapilvikartta upokkaan kasvukammiossa. Kasvulämpötila-alueen varmistamiseksi 4H-SIC: n yksikiteellä siemenkiteen keskilämpötila lasketaan olevan 2200 ℃ ja reunan lämpötila on 2205,4 ℃. Tällä hetkellä upokkaan yläosan keskilämpötila on 2167,5 ℃, ja jauheen pinta -alan korkein lämpötila (sivua alas) on 2274,4 ℃, mikä muodostaa aksiaalilämpötilagradientin.
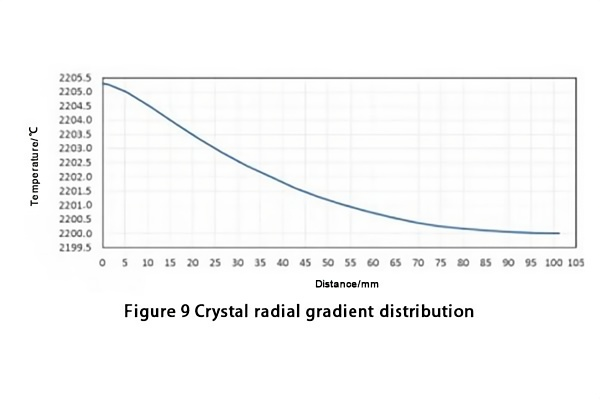
Kiteisen säteittäinen gradientin jakautuminen on esitetty kuviossa 9. Siemenkiteiden pinnan alempi lateraalinen lämpötilagradientti voi tehokkaasti parantaa kidekasvumuotoa. Virta laskettu alkulämpötilaero on 5,4 ℃, ja kokonaismuoto on melkein tasainen ja hiukan kupera, mikä voi täyttää siemenkiteiden pinnan säteittäisen lämpötilan hallinnan tarkkuuden ja tasaisuusvaatimukset.
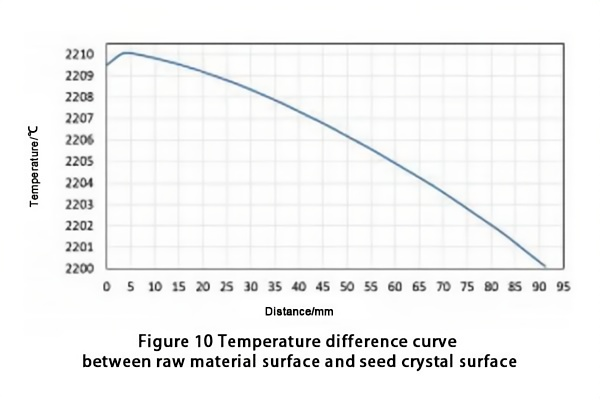
Raaka -aineen pinnan ja siemenkiteiden pinnan välinen lämpötilaerot on esitetty kuviossa 10. Materiaalin pinnan keskilämpötila on 2210 ℃ ja materiaalin pinnan ja siemenkiteiden pinnan välillä muodostuu pitkittäislämpötilagradientti, joka on kohtuullisen alueen sisällä.
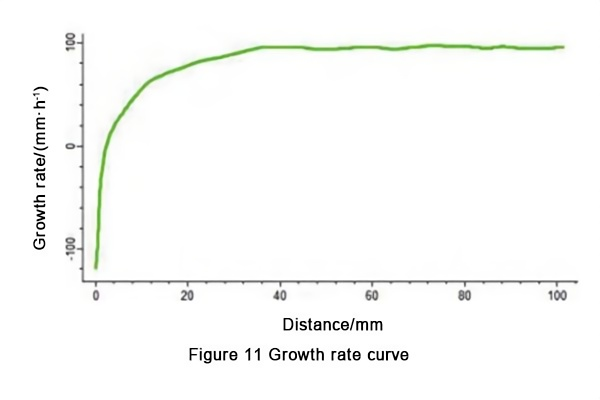
Arvioitu kasvunopeus on esitetty kuviossa 11. Liian nopea kasvunopeus voi lisätä virheiden, kuten polymorfismin ja dislokaation, todennäköisyyttä. Nykyinen arvioitu kasvunopeus on lähellä 0,1 mm/h, joka on kohtuullisen alueen sisällä.
Lämpökentän simulointianalyysin ja laskelman avulla havaitaan, että siemenkiteen keskilämpötila ja reunan lämpötila kohtaavat 8 tuuman kiteen säteittäisen lämpötilan gradientin. Samanaikaisesti upokkaan ylä- ja alaosa muodostavat aksiaalilämpötilagradientin, joka sopii kiteen pituuteen ja paksuuteen. Kasvujärjestelmän nykyinen lämmitysmenetelmä voi täyttää 8 tuuman yksittäisten kiteiden kasvun.
4 Kokeellinen testi
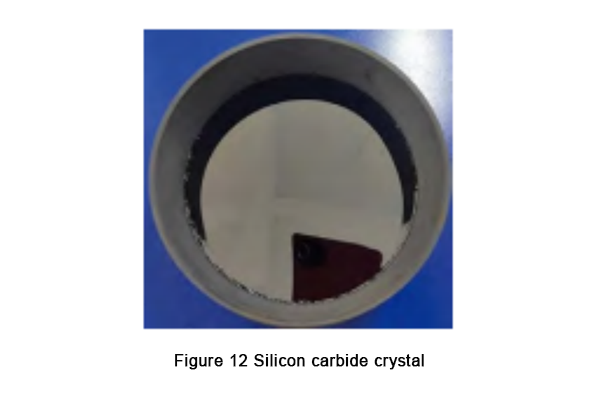
Tätä käyttämälläPiilarbidi YksikristallikasvuuuniLämpökentän simulaation lämpötilagradientin perusteella säätämällä parametreja, kuten upokkaan ylälämpötila, ontelopaine, upokkaan pyörimisnopeus ja ylempien ja alempien kelojen suhteellinen sijainti, saatiin pii-karbidikiteiden kasvutesti ja saatiin 8 tuuman piilarbidikite (kuten kuvassa 12).
5 Päätelmä
Tutkittiin keskeisiä tekniikoita 8 tuuman piikarbidikiteiden, kuten gradientin lämpökentän, upokkaan liikkeen mekanismin ja prosessiparametrien automaattisen hallinnan, kasvulle. Upokan kasvukammion lämpökenttä simuloitiin ja analysoitiin ihanteellisen lämpötilagradientin saamiseksi. Testauksen jälkeen kaksikään induktion lämmitysmenetelmä voi täyttää suuren kokoisen kasvunpiikarbidikiteitä. Tämän tekniikan tutkimus ja kehittäminen tarjoaa laitetekniikkaa 8 tuuman karbidikiteiden hankkimiseksi, ja tarjoaa laitteiden perustan piilarbidi-teollistumisen siirtymiselle 6 tuumaa 8 tuumaa, mikä parantaa piiharbidimateriaalien kasvutehokkuutta ja vähentää kustannuksia.
+86-579-87223657
Wangda Road, Ziyang Street, Wuyi County, Jinhua City, Zhejiangin maakunta, Kiina